




1浇注体系规划
模具选用侧浇口浇注体系,塑料熔体经过浇口套6内的干流道进入分型面上的分流道,究竟经匿伏式侧浇口进入型腔。

图3 匿伏式浇口标准
匿伏式侧浇口标准如图3所示,优点是浇注体系凝料和塑件能够自动分别,便于模具选用全自动化打针出产,而且浇口切断后留下的痕迹较小,不影响塑件外观质量。
2成型零件规划
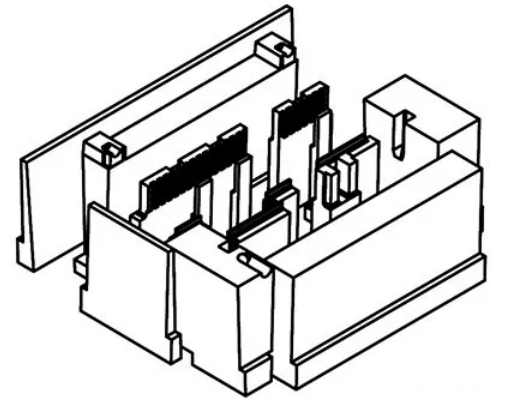
(a)定模成型零件
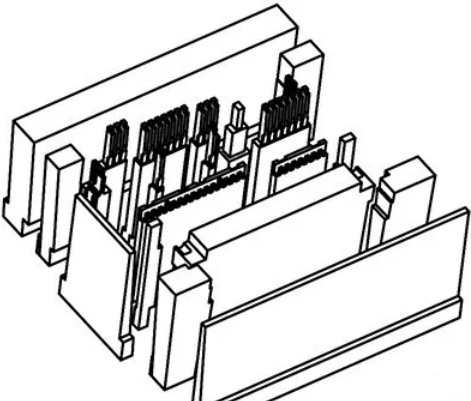
(b)动模成型零件
图4 模具成型零件
成型零件规划是模具规划的关键。汽车连接器构造杂乱,壁厚很小,插针孔共22个,型芯小且多,型腔排气艰难。塑件成型最窄的槽标准20mm×1mm×9mm,型芯之间最小空地仅0.40mm,塑件内、外表面质量、标准精度请求高,型芯选用镶件构造,大多数塑件壁厚是由型芯之间的空地构成的。为便于型腔排气以及型芯的制造和修补,模具的成型零件全部选用镶件构造,模具成型零件如图4所示。
3冷却体系规划
一方面动、定模两局部的型芯小且多,都选用镶件构造而无法通冷却水,另一方面塑件小且壁薄,型芯没有通冷却水的必要,模具只在动、定模型腔板之外的模板上规划了简易的冷却水道。
4导向定位体系规划
模具的导向定位体系直接影响塑件的精度和运用寿命。模具的动、定模板由导柱9和导套8导向定位,动、定模内镶件分型面的4条边都规划了锥面定位构造。在动模局部,规划了为推杆固定板18导向的导柱23和导套22。此外,定模座板1在注塑机定模板上设备时由定位销7定位。
5脱模体系规划
塑件小且壁薄,成型后对型芯的包紧力较大,脱模时塑件很简单变形乃至开裂,因而脱模体系是模具规划的难点。依据塑件构造,模具选用圆推杆和扁推杆结合推出的脱模构造,其间塑件由扁推杆推出,浇注体系凝料由圆推杆推出。扁推杆推出力较大,且较均衡,但本钱较高,简单磨损,要留意维护颐养,最好守时查看交换。



